Background of the Project of OCU executed by Aaxis-Nano

Kondli village in Trans-Yamuna region of Delhi is located near Uttar Pradesh border alongside Vasundhara Enclave and connected to Noida, Ghaziabad and rest of Delhi.
Delhi Jal Board (DJB) possess a Sewage Treatment Plant (STP) of 45 MGD capacity based on the conventional activated sludge process (i.e. with pre-treatment followed by primary, secondary and anaerobic sludge digestion process).
Hassle of the acute foul-odor problem was not only being continuously suffered by the residents of neighborhood houses, societies & residential colonies in the vicinity of the STP but, also lot of written complaints for its remedy were escalated with the Delhi Government.
DJB on behalf of Delhi Government had awarded work-order to trap the odor nuisance causing H2S↑ mainly responsible for contaminated air prevailing in the upstream sections of the STP and treat the same to nullify the effect of foul order, by installing a innovative, maintenance-free & state-of-art Odor Control Units (OCU) along with continual on-line monitoring of H2S both at inlet and outlet of OCU.
Objectives Achieved
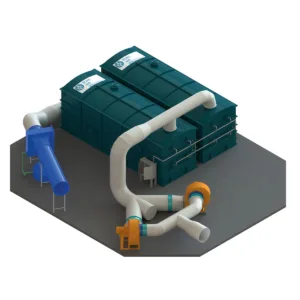
- Supply, installation, testing and commissioning of our Innovative 2-stage Odor Control System complete with all Instrumentation and accessories at 3-locations of existing STP plant with instrumentation and accessories.
- Proper covering / enclosing done of total surface area ~ 1,500 m² using FRP sheets to trap the H2S↑ and connected the same using FRP ducts to pass it through the OCU system to treat the same.
- Installed on-line H2S↑ analyzer at inlet and outlet of each OCU unit for seamless continuous monitoring with data-logging as well as transmission to central server for trend analysis, MIS etc.
- Developed Mobile App to view H2S↑ readings of all OCU systems installed 24×7 hrs. basis.
Summary
- The Supply, Installation, Testing and Commissioning of the OCU system at 45-MGD capacity STP of DJB-Kondli have been completed in Feb’2022.
- An innovative, state-of–the art, completely automated PLC controlled, two-stage odor control system installed at 3-locations of the STP, comprising of biological system, followed by activated carbon adsorption unit to treat the contaminated air, equipped with continuous on-line monitoring of H2S↑ concentration both at inlet and outlet of each OCU unit, with data logging & transmission.
- Plant is being operated and maintained as a part of O&M contract, awarded for a period of 5-years
Challenges Vs Solutions
Challenges | Solutions |
| Conceptualization of the Project to install Odor Control Units, which was a new field for Aaxis-Nano. Several discussion and deliberation happened to finalize the overall requirement, particularly the design of a vertical biological trickling filter unit, named as SULPHUS and we were dependent on OEM who was from Netherland in this case | Aaxis Nano, engaged in frequent virtual meetings with the OEM of Netherlands to finalize the design of SULPHUS unit. The team leveraged digital collaboration tools to share design documents, conduct virtual site visits, and ensure alignment on requirements. It also established a local project management team to oversee execution while maintaining close communication with the OEM. |
| Visits of technical experts and their team from abroad were suspended due to COVID pandemic outbakes in Y-2021 and no one eager to visit India being a densely populated country | Aaxis Nano, adopted remote collaboration methods, including video conferencing and virtual reality tools, to guide the local team through the installation process. The company arranged online workshops conducted by the OEM to train local engineers and technicians, ensuring they had the necessary skills to carry out the work effectively. |
| Faced real difficulties in fabrication of structures for covering the odor emanating areas, in a running Sewage plant of 45 MGD, where shutdown of 1-2 hrs. were only facilitated. | Aaxis Nano, optimized the fabrication schedule keeping in mind to complete the task of installation in low risk areas 1st, followed by other areas which are risk prone. The team implemented modular construction techniques to pre-fabricate components off-site, reducing on-site fabrication to expedite the installation with limited shutdown windows. |
| Since there was strong odor always used to come from the raw influent sewage, working there for long hours was a real challenge | Aaxis Nano, strictly adhered to the implementation of wearing of necessary PPEs (Personal Protective Equipment) by all installation personnel to minimize exposure. Rotation of installation team and providing additional breaks facilitated to ensure no worker was exposed for extended periods. |
| Workmen engaged for fabrication work, used to face health issues in-spite of usage of PPEs, since it is difficult to wear PPEs for long duration. ` | Aaxis Nano, enhanced the quality of PPE provided, ensuring they were designed for long-duration use in harsh environments. The company implemented a health monitoring system to track the well-being of workers and accordingly they were deployed for work. |
| Job in the Inlet chamber covering was the most challenging job, where fabricating personnel used to work at 2-3 mt. depth inside the chamber of a running plant, where water used to flow with a high velocity beneath the fabrication zone where Trusses/ purling etc. to be fabricated and placed to cover the area with FRP sheets | Aaxis Nano, designed a detailed safety plan, including fall protection systems to ensure worker safety while working in the inlet chamber. All necessary fall arrester mechanism of reputed make provided beside using crane/hydra etc. for speedy mobilisation of materials required for covering of the open structure. Proper Scaffolding arrangements made by engaging reputed service provider. Risk assessments and adequate training with close supervision ensured before commencing work in the high-risk zone. |
| Safe handling of FRP structures and FRP pipelines/duct is difficult due to their fragile nature. | Aaxis Nano, conducted specialized training sessions for the handling of FRP structures, emphasizing their fragile nature. Mechanical shifting ensured by providing Crane/Hydra, lifting tools and tackles to prevent damage during handling and established clear protocols for the safe transport and installation of FRP components. |
| Expert workmen doing FRP related jointing job as per the site conditions are not easily available locally and we need to depend on arranging workmen from Gujrat. | Aaxis Nano, engaged expert manufacturer and service provider of FRP make equipment for construction of FRP vessels, duct and pipeline and FRP sheet from Gujrat after detailed survey. Continual supervision ensured by deploying our Engineer to the workshop of the service provider, besides conducting frequent video conferencing to ensure close monitoring to achieve highest quality of FRP work. |
| Since, the targeted period of completion of work was very stiff, we have to work hard for extended hours in acute Winter also in a strong odor environment to complete the project job | Aaxis Nano, implemented a rotating shift schedule to prevent worker fatigue and ensure continuous progress. The company provided workers porta cabins for local stay at sites and ensure supply of food, frequent tea/snacks etc. with local transport arrangement while working during the project execution period. Also, offered incentives to maintain morale of workmen while working for extended hours. |
Working Mechanism
Our Odour control unit is Compact Bio-trickling Filter that can eliminate H2S and other odours in efficient manner.
The foul odour air from STP plant location which is creating smell issues in the plant and periphery is pumped & pushed through the two stage Biological Odour Control Unit reactor.
With a simple mechanism in the biological reactor a pH gradient is created to remove H2S as well as other odour causing gases.
Afterwards, in the process of pushing the odour air through micro-organisms grafted in media decomposes the various odour sources such as H2S Hydrogen Sulphide, Mercaptans, other organic compounds (VOCs). The left out Inorganic compounds causing odour and are removed completely when passed through another reactor of activated carbon which removes any balance VOCs as well as other emitting Odour generating gases/air.
The air which leaves two stage biological Odour Control Unit is clean and free of all odour causing gases.
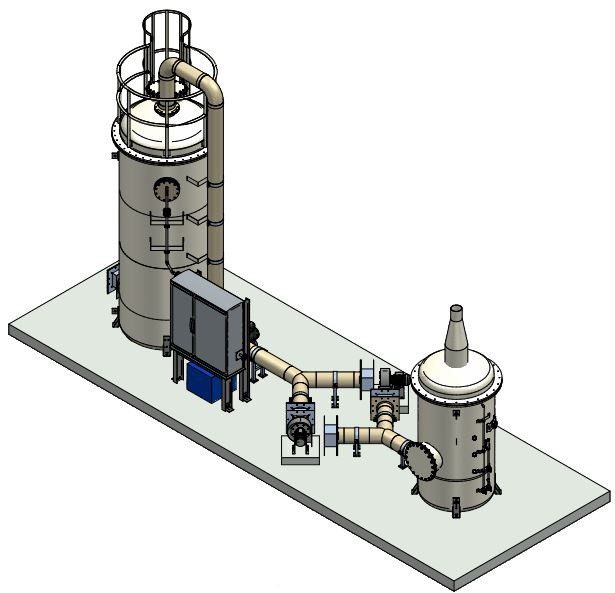
The odour control unit (bioreactor) has completely Automatic operation controlled by PLC and has biological media carrying enzymes and microorganisms to decompose H2S.
The treated sewage water which is sprayed from top of reactor for 5 minutes every hour which a food is for these micro-organisms, to grow as well as for cleaning action to remove H2SO4 with water, which is made when H2S of air is removed during decomposition by microorganisms. The small amount of water carrying acids is removed from reactor every hour and disposed appropriately.
Polluted H2S Air + pH gradient to 7 pH + biological decomposition = Clean Treated Odour Free Air + Water with low pH at discharge.
The life of our Biological media of sulphas unit of OCU is around 15-20 years without use of any major consumables.
Presence of H2S in sewage water is due to growth of anaerobic bacteria in a slime layer coating of the sewer. These bacteria reduce sulphur compounds such as sulphate (SO4), thereby producing Hydrogen Sulphides. These compounds occur naturally in domestic wastewater.